



Factory Physics - Wat je wint als je productie benadert als een wetenschap

Tot nu toe hebben we het plafond van traditionele lean blootgelegd, hebben we de (basis)kern van Factory Physics uitgelegd en hebben we 10 typische denkfouten ontleed.
De logische vraag voor een CEO of plant manager is dan: "Wat levert dit concreet op – en hoe begin ik eraan?"
1. Case: Metaalverwerker – van chaos naar controle
VOOR:
Vlaamse metaalverwerker, ~300 medewerkers, high-mix productie. Doorlooptijden variëren tussen 3 en 7 weken – voor hetzelfde type order. WIP letterlijk overal: tussenrekken vol, pallets in gangen, containers op het buitenterrein. Planners werken structureel 50+ uur per week. Elke maandagochtend begint met een ‘war room’ om de week te redden.
AANPAK:
- Systeem gemapt, échte bottleneck geïdentificeerd (bleek niet de CNC-afdeling te zijn waar iedereen naar wees, maar de lasrobot twee stappen eerder).
- WIP per stap gemeten – bleek 3,4× hoger dan critical WIP.
- WIP bovengrens bepaald en ingevoerd: maximaal 700 orders in het systeem (was gemiddeld 1.200).
- Geen software – enkel discipline en eenvoudige dispatch-regels.
NA (na 4 maanden):
- Gemiddelde doorlooptijd: 28 → 19 dagen (-32%)
- Spreiding in doorlooptijd: standaard afwijking gehalveerd
- Throughput: gelijk gebleven
- Planners terug naar 40-urige werkweken
De CEO's reactie: "We hadden al die tijd tonnen WIP staan die níets bijdroeg aan output. We dachten dat we het nodig hadden. We hadden het mis."
2. Case: Voedingsbedrijf – méér output door minder hard te duwen
VOOR:
Europese voedingsproducent, ~200 medewerkers. Bottleneck in afvulling/packing. Bezetting ‘gemiddeld 92%’ volgens rapportering. Doorlooptijd: 6–8 weken. Operations manager: "We kunnen niet sneller, we zitten aan ons maximum."
AANPAK:
- Werkelijke bezettingsdistributie gemeten → bleek: 30% van de tijd >95%, met pieken tot 99%.
- Bewust bezetting teruggebracht naar ~82% via striktere WIP-vrijgave (gecontroleerd vrijgeven van werk naar de lijn).
- Variabiliteit gereduceerd: omsteltijden gestandaardiseerd, sequence-regels ingevoerd.
NA (na 5 maanden):
- Doorlooptijd: -40%, maar vooral véél voorspelbaarder
- WIP: -30%
- Throughput: +14%
Ja, je leest het goed: de bottleneck draaide minder uren, maar leverde meer output. Minder stop-start, minder herplanning, minder rework door gejaag.
↳ Aha-moment: ‘Harder duwen’ voelt productief, maar in een variabel systeem is harder duwen vaak de oorzaak van je problemen, niet de oplossing.
3. Case: Verpakkingsbedrijf – van oorlogskamer naar werkbare planning
VOOR:
Verpakkingsbedrijf, ~200 FTE. Dagelijks 10–15 spoedvergaderingen. Leverbetrouwbaarheid: 65%. De planningsafdeling noemde zichzelf – zonder ironie – ‘de brandweer’.
AANPAK:
- WIP beperking ingesteld per lijn.
- CONWIP-mechanisme: pas nieuw werk vrijgeven bij vrijgekomen capaciteit.
- Buffers verplaatst naar strategische ontkoppelpunten.
- Dispatch-regels: duidelijke prioriteit, geen ad-hoc omgooien bij elke klaagmail.
NA (na 3 maanden):
- Spoedescalaties: -70%
- Leverbetrouwbaarheid: 65% → 87% (en stijgend)
- Planningsteam: "Voor het eerst in jaren hebben we tijd om na te denken in plaats van te rennen."
4. Waarom meer data of AI dit niet voor je oplost
Veel bedrijven proberen deze problemen eerst aan te pakken met meer data, meer dashboards, geavanceerde planningstools of AI-voorspellers.
Die kunnen allemaal nuttig zijn, maar ze veranderen niets aan Little's Law, de bufferingwet of de VUT-curve.
Als je systeem fysisch niet klopt – te veel WIP, te hoge bezetting op bottleneck, verkeerde buffers – dan vertelt data je vooral hoe het misloopt, niet hoe je het structureel oplost.
De volgorde moet zijn:
- Systeem fysisch gezond zetten (met Factory Physics-principes).
- Data & AI gebruiken om verder te optimaliseren.
Niet andersom.
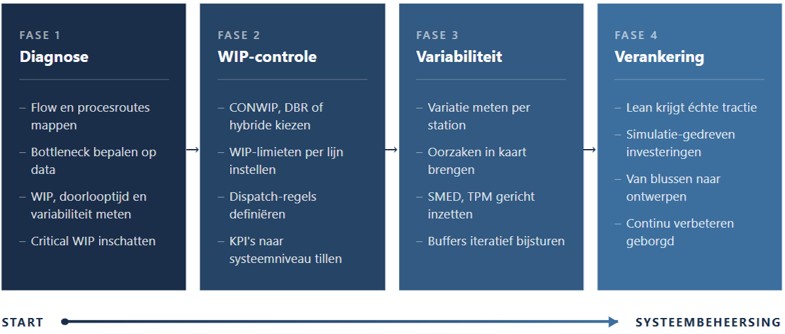
5. Hoe begin je concreet? Een pragmatisch stappenplan
6. Slot: Van ‘lean + fingers crossed’ naar ‘lean + natuurwetten’
Samengevat:
- Lean blijft essentieel – het geeft je taal, cultuur en tools om verspillingen aan te pakken.
- Factory Physics geeft je de natuurwetten om WIP, variabiliteit, bezetting en buffers rationeel te beheren.
Lean-projecten worden krachtiger zodra Factory Physics de randvoorwaarden vastlegt. Lean + Factory Physics prioriteert waar lean-ingrepen het meeste effect hebben — zodat je verbeterenergie niet verdwijnt in symptoombestrijding.
Bedrijven die beide combineren, bewegen zich weg van:
"We hopen dat dit project iets doet"
naar:
"We weten vooraf wat het effect zal zijn – binnen fysisch verantwoorde grenzen."
Dat is het verschil tussen symptoombestrijding en systeembeheersing.
Om deze principes in de praktijk te brengen, is data essentieel. Pas als je WIP, doorlooptijd, bezetting en variabiliteit zichtbaar maakt, kun je ze managen. Daarom werkt Stanwick met capacity dashboards die de natuurkunde van je fabriek blootleggen: waar zit je echte bottleneck? Hoe gedraagt je bezetting zich over tijd? Welke buffers kun je afbouwen zonder risico?
Een dashboard is daarbij geen doel op zich, maar de noodzakelijke vertaalslag van theorie naar dagelijkse sturing. Het maakt de performance van je processen visueel (real-time waar nodig) én op elk niveau van de organisatie. Zonder die zichtbaarheid blijft Factory Physics theorie; mét die zichtbaarheid wordt het een besturingsmechanisme.
Als je deze patronen herkent, is de kans groot dat je vandaag stuurt zonder zicht op je fysische limieten.
Data en dashboards zijn geen extra service — ze zijn de noodzakelijke vertaalslag om Factory Physics praktisch bestuurbaar te maken. Pas als je WIP, doorlooptijd, bezetting en variabiliteit zichtbaar maakt, kun je ze managen.
Stanwick begeleidt organisaties bij een eerste systeemanalyse: waar liggen je fysische grenzen, welke buffers zijn overbodig, en waar zit je echte bottleneck? Geen verkoopgesprek, maar een diagnose — zodat je weet waar je staat vóór je beslist wat je doet.
Neem contact op voor een verkennend gesprek.
Neem contact met ons op zodat we samen aan oplossingen kunnen werken.

Stanwick. Drive for results
Stanwick biedt resultaatgerichte begeleidingstrajecten inzake operational excellence, project excellence en supply chain excellence met aandacht voor mensen, organisaties en processen. We voeren grondige assessments uit, ontwikkelen heldere roadmaps en implementeren en verankeren verbeteringen om duurzame resultaten te garanderen.
Onze Stanwick Academy organiseert bovendien uitgebreide opleidingen waarin u samen met een gelijkgestemde community bijleert over projectmanagement, continuous improvement, datagedreven organisaties, leiderschap en verandermanagement.