



Factory Physics - de natuurwetten achter WIP, bezetting en doorlooptijd

De kern: geen hype, maar een model van de realiteit
Factory Physics is ontstaan uit de vraag: "Kunnen we fabrieksgedrag net zo systematisch beschrijven als de fysica van beweging of elektriciteit?"
Het antwoord is ja.
Het raamwerk beschrijft hoe elk productiesysteem – ongeacht de sector – zich gedraagt:
- als je meer of minder WIP toelaat,
- als variabiliteit stijgt of daalt,
- als je bezetting opvoert,
- als je buffers verplaatst.
Het vertrekt van een paar harde wetten (zoals Little's Law) en bouwt daar pragmatische regels op (zoals critical WIP, CONWIP, bufferingprincipes).
Zie het als het verschil tussen:
- "We gebruiken best practices en hopen dat het werkt.”
versus
- "We kennen de natuurwetten en ontwerpen binnen die realiteit."
Dit zijn wetten die altijd spelen, ongeacht sector, maturiteit of software. Zonder dit kader lopen investeringsbeslissingen, KPI-keuzes en planningslogica systematisch fout — zelfs bij de meest ervaren managers. Niet door gebrek aan competentie, maar omdat de relaties in een productiesysteem niet-lineair zijn. Ervaring en intuïtie zijn onvoldoende om die relaties te doorgronden.
Wet 1 – Little's Law: WIP, throughput en doorlooptijd horen bij elkaar
De basisidentiteit:
WIP = throughput × doorlooptijd
Praktijkvertaling:
- WIP: gemiddeld aantal orders/eenheden in het systeem
- Throughput: gemiddeld aantal afgewerkte orders per tijdseenheid
- Doorlooptijd: gemiddelde tijd dat een order in het systeem zit
WIP, throughput en doorlooptijd zijn onlosmakelijk gekoppeld. Dit geldt altijd, zolang je systeem in steady state is. Het is geen gok, geen vuistregel, wel pure wiskunde.
Little’s Law: Theorie vs. Praktijk
In theorie kan je het ideale scenario bereiken — WIP omlaag, Doorlooptijd omlaag, Throughput omhoog — maar alleen als ook variabiliteit of procescapaciteit verbetert.
Zonder die verbeteringen echter, gedraagt de fabriek zich anders dan de formule voorspelt.
1. Je wil WIP verlagen
- Theorie: WIP ↓ → Doorlooptijd ↓ en gelijke Throughput
- Praktijk: Throughput zakt door ‘uithongering’ van de bottleneck → Doorlooptijd daalt amper
2. Je wil Throughput verhogen
- Theorie: Throughput ↑ → WIP ↑ en gelijke Doorlooptijd
- Praktijk: meer WIP → congestie → Doorlooptijd ↑ → Throughput nauwelijks beter
3. Je wil Doorlooptijd verlagen
- Theorie: Doorlooptijd ↓ → WIP ↓ en gelijke Throughput
- Praktijk: minder WIP → Throughput daalt → Doorlooptijd minder dan gehoopt
Zonder procesverbetering of variabiliteitsreductie beweegt één parameter nooit zoals je wil.
Micro-case: Een kunststofverwerker probeerde de doorlooptijd van 12 naar 6 dagen te brengen door WIP te halveren. Theoretisch kan dat. In de praktijk zakte Throughput meteen 30% door starvation, waardoor de doorlooptijd uiteindelijk bleef hangen rond 9 dagen. De onderliggende oorzaak: de variabiliteit in het proces was niet aangepakt vóór de WIP-reductie. Little’s Law won: zonder procesverbetering verschuift het probleem gewoon.
Wet 2 – Variabiliteit: arrival vs. proces (en waarom locatie ertoe doet)
Er zijn 2 bronnen van variabiliteit:
1. Arrivalvariatie – de inkomende stroom is niet netjes gelijkmatig: orders die in pieken toekomen, campagnes van planning, sales die ‘alles ASAP’ verkoopt.
2. Procesvariatie – de verwerkingstijd varieert: storingen, wisselende operatorperformance, rework, part-to-part verschillen.
Cruciaal inzicht:
- Variabiliteit op of vóór de bottleneck is het meest schadelijk. De bottleneck dicteert het tempo van het hele systeem; verstoringen daar vertalen zich naar arrivalvariatie voor alles downstream.
- Variabiliteit ná de bottleneck is vervelend maar veel minder systeemkritisch.
Praktische consequentie: zet Six Sigma, SMED en TPM eerst op de bottleneck en vroeg in de keten – niet op het eerste het beste station dat ‘veel stilstand’ heeft maar geen systeemimpact.
Micro-case: Een productiebedrijf investeerde zwaar in TPM op hun verpakkingslijn (einde van de keten, geen bottleneck). De OEE daar steeg van 72% naar 88%. Prachtig cijfer. Impact op doorlooptijd en leverbetrouwbaarheid? Nul. De echte bottleneck – tablettering, midden in de keten – bleef onaangeroerd met cv = 0,9. Al het verbeterbudget was verspild aan de verkeerde plek.
AHA-moment: Variabiliteit is als een virus. Het verspreidt zich stroomafwaarts. Bestrijden doe je bij de bron – niet aan het einde waar de symptomen het meest zichtbaar zijn.
Wet 3 – Buffering: je kan variabiliteit niet wegtoveren, alleen verplaatsen
De bufferingwet zegt: in een variabel systeem kan je variatie alleen absorberen met WIP, extra capaciteit of doorlooptijd. En meestal met een combinatie.
Enkele scenario's:
- Lage WIP + lage extra capaciteit → lange en volatiele doorlooptijd.
- Lage doorlooptijd + lage WIP → hoge overcapaciteit nodig (of extreem lage variabiliteit).
- Lage overcapaciteit + korte doorlooptijd → hoge WIP.
De meeste ‘strategische wensenlijstjes’ gaan in tegen deze driehoek. Geen enkele PowerPoint-strategie negeert deze wet zonder dat de realiteit terugbijt.
De enige knop die de driehoek verschuift in jouw voordeel is: variabiliteit zelf verlagen.
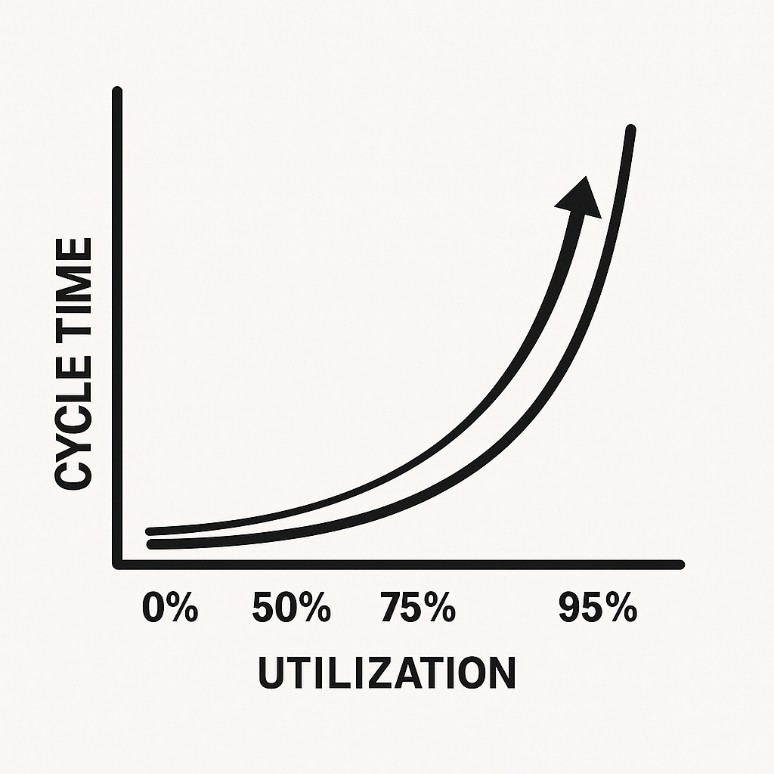
De VUT-relatie: bezetting vs. wachttijd in mensentaal
De gemiddelde wachttijd in een station stijgt ongeveer met:
(variabiliteit) × (u / (1 − u)) × procestijd
Waarbij u de bezetting is.
Belangrijk:
- bij 80% bezetting → wachttijd ~4× procestijd (maal een variabiliteitsfactor)
- bij 90% bezetting → ~9× procestijd
- bij 95% bezetting → ~19× procestijd
In woorden: elk procentpunt extra bezetting boven ~85% kost je disproportioneel veel wachttijd.
Typische patronen in de praktijk:
- bij 75–80% voelt het systeem ‘relatief vlot’;
- bij 85–90% wordt elke kleine verstoring langdurig voelbaar;
- bij 90–95% geraak je structureel niet meer ‘bijgewerkt’.
En nee: ‘Gewoon beter plannen’ gaat dat niet oplossen. Je werkt dan tegen de natuurkunde.
Dit is waarom in arbeidsanalyse en Lean rekening gehouden wordt met de vuistregel dat je mensen tot 80% van hun tijd mag inplannen/belasten.
Critical WIP en CONWIP — WIP als primaire stuurvariabele
Critical WIP (W₀) is het WIP-niveau waarop je - in een ideale wereld zonder variabiliteit - maximum Throughput haalt (bepaald door bottleneckcapaciteit) met minimum doorlooptijd (pure procestijd).
In de echte wereld met variabiliteit wil je net boven W₀ zitten:
- onder W₀ → bottleneck krijgt niet altijd werk → Throughput zakt,
- ver boven W₀ → extra WIP maakt doorlooptijd langer zonder extra output.
CONWIP (Constant Work-In-Process) is een besturingsmechanisme dat dit principe operationaliseert:
- je definieert een maximale WIP op lijn- of systeemniveau,
- pas als er een werkstuk de lijn verlaat, mag er een nieuw werkstuk in,
- WIP blijft dus begrensd en throughput ‘regelt zich’ volgens de natuurwetten.
Waar klassieke Kanban buffers regelt tussen individuele stations, regelt CONWIP de totale hoeveelheid werk in een complete lijn of fabriek.

AHA-moment: De meeste fabrieken sturen op Throughput (‘meer starten = meer klaar’). Factory Physics leert je sturen op WIP. Het resultaat is hetzelfde Throughput-niveau, maar met half zo veel chaos.
Samengevat
- Little's Law legt de relatie WIP–Throughput–doorlooptijd vast.
- Variabiliteit op of vóór de bottleneck is het gevaarlijkst.
- De bufferingwet dwingt je een keuze te maken: waar betaal je variabiliteit?
- Hoge bezetting is geen KPI, maar een risicofactor.
- WIP-caps en CONWIP zijn praktische manieren om binnen de natuurwetten te werken.
Als je vandaag één ding wil meenemen: kijk niet naar je gemiddelde bezetting, maar naar hoe vaak je bottleneck boven 90% zit. Dat ene inzicht verklaart vaak meer dan tien KPI’s samen.
In artikel 3 zien we hoe deze principes dagelijkse beslissingen compleet anders kleuren.
Neem contact met ons op zodat we samen aan oplossingen kunnen werken.

Stanwick. Drive for results
Stanwick biedt resultaatgerichte begeleidingstrajecten inzake operational excellence, project excellence en supply chain excellence met aandacht voor mensen, organisaties en processen. We voeren grondige assessments uit, ontwikkelen heldere roadmaps en implementeren en verankeren verbeteringen om duurzame resultaten te garanderen.
Onze Stanwick Academy organiseert bovendien uitgebreide opleidingen waarin u samen met een gelijkgestemde community bijleert over projectmanagement, continuous improvement, datagedreven organisaties, leiderschap en verandermanagement.