




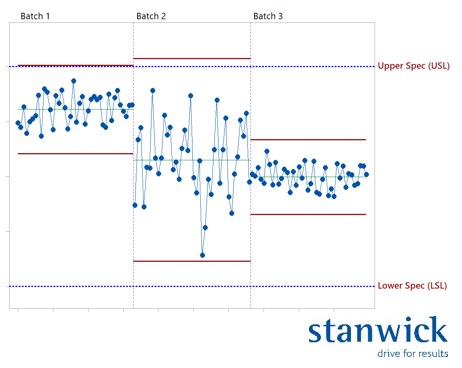
Ik herneem voor dit stukje het voorbeeld van de vorige keer, waarin je de resultaten van 3 batches uit hetzelfde proces ziet. Bij elke batch verschuift de gemiddelde waarde en zeker één batch heeft een beduidend andere variatie dan de overige 2 batches.
Een ‘process capability index’ is één getal dat de kwaliteit van een proces uitdrukt ten opzichte van de opgegeven specificatie. Zoals in de vorige blogs zal ik ook hier geen formules gebruiken, maar wel zo goed mogelijk proberen uit te leggen welke informatie je uit deze grafiek kan halen.
Hieronder zie je de volledige analyse die naast de grafiek 3 data boxes omvat, stuk voor stuk van belang.
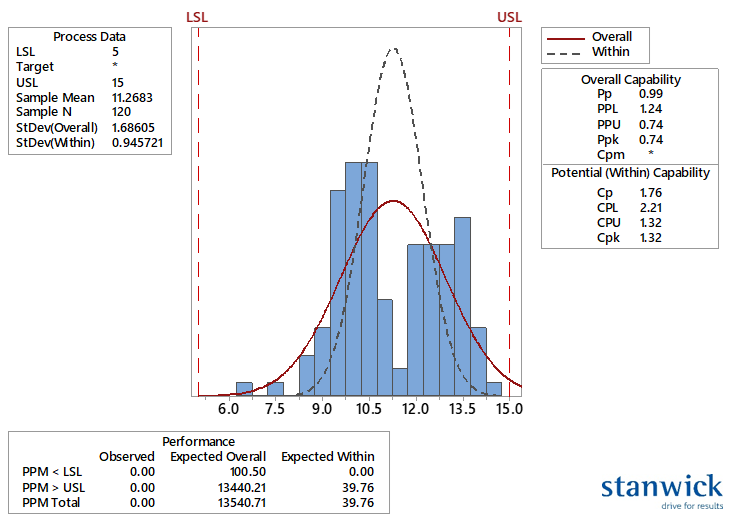
Data box 1 = Process Data
Hier zie je een overzicht van de statistische basisgegevens van het proces. Belangrijk om op te merken is dat er 2 verschillende standaarddeviaties getoond worden. De “Overall” standaarddeviatie is de gewone standaarddeviatie berekend op de klassieke manier. De “Within” standaarddeviatie is de standaarddeviatie die berekend wordt zonder ‘special cause’ variatie in de berekening te betrekken. Dit zorgt in dit geval voor een beduidend lagere waarde. Je kan dit ook zien in de grafiek. De rode normaalcurve is die met de “Overall” StDev, de zwarte normaalcurve is die met de “Within” StDev.
Data box 2 = Capability Indexes
- De overall (Pp) capability indexes worden in de praktijk het meest frequent gebruikt, weliswaar vaak onder de verkeerde terminologie. De Pp indexes zijn gebaseerd op de overall (gewone) StDev en tonen dus hoe het proces zich op dit moment gedraagt ten opzichte van de specificaties. In dag tot dag rapportering van kwaliteitsresultaten is de Ppk index de belangrijkste. De waarde hangt af van de situatie en de industrie, maar algemeen wordt aangenomen dat een waarde van 1.33 het echte minimum is. De Pp waarde toont trouwens wat de waarde van de Ppk zou zijn mocht de gemiddelde waarde centraal tussen de specificaties staan.
- De potential of within (Cp) capability indexes tonen het potentieel van dit proces als je het volledig kan stabiliseren en dus ontdoen van ‘special cause’ variatie. De Cpk index toont dus het potentieel van het proces. Het is dan ook vooral de vergelijking tussen Cpk en Ppk die ons iets kan leren. Als er een groot verschil is tussen beide, dan is er veel ‘special cause’ variatie in het proces aanwezig en dan is het van belang de organisatie te leren hoe om te gaan met deze ‘special cause’ variatie. Het spreekt voor zich dat er een belangrijke link is met de ‘Control Chart’ en met allerlei ‘root cause’ analysetechnieken, waarbij de ‘Is – Is not’ methode mijn persoonlijke favoriet is. De Cp waarde toont trouwens het volledige potentieel van het proces, nl. het resultaat als de gemiddelde waarde centraal staat ten opzichte van de specificaties en als alle ‘special cause’ variatie verwijderd is uit het proces. Indien je de waarden van deze indexes nog verder wil optimaliseren, dien je de common cause variatie aan te pakken via de volledige Six Sigma toolbox.
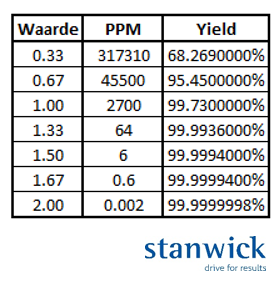
Data box 3 = Performance in PPM (parts per million)
Deze tabel toont het te verwachten aantal buiten specificatie producten per miljoen. De drie categorieën spreken voor zichzelf.
Conclusie voor dit proces: als ik een lange termijn relatie wil opbouwen met deze leverancier, zal deze zeker iets moeten doen aan de variatie tussen de verschillende batches. Het stabiliseren van de gemiddelde waarde zal al een grote invloed hebben, maar zal niet voldoende zijn. Als ik producten wil ontvangen met een Ppk van 1.5, zal er ook aan de ‘special en common cause’ variatie in het proces gewerkt moeten worden.
Ik hoop met dit voorbeeld aan te tonen dat de Ppk – Cpk analyse vaak een veel zinvollere manier is om te kijken naar kwaliteit dan sommige papieren oefeningen en ook veel makkelijker te sturen.
Nog een kleine persoonlijke anekdote om af te sluiten. Zo’n 10 jaar geleden was ik actief als trainer bij een automotive-subcontractor. Een van de deelnemers toonde mij de resultaten van zo’n Pp-Cp berekening van één van hun leveranciers. Ik zag heel hoge waarden en 2 bijna overlappende normaalcurves centraal tussen de 2 specificaties. Toch zei de deelnemer: “We hebben bijna een halve procent uitval.” Ik geef toe dat ik ook even met stomheid was geslagen, maar al snel viel de spreekwoordelijke euro. Op de vraag hoe de kwaliteitscontrole bij die leverancier gebeurde, vertelde de deelnemer dat de leverancier van elke doos een sample van 25 gebruikte. Na een klein beetje rekenen, ontdekten we dat de gerapporteerde getallen gebaseerd waren op de gemiddelde waarden van telkens 25 stukken. Onder invloed van de centrale limietstelling, het krimpen van de standaarddeviatie als gevolg van het werken met gemiddelde waardes, was de standaarddeviatie in de grafiek 5 keer kleiner dan de werkelijke en werd de situatie dus veel rooskleuriger voorgesteld dan in realiteit het geval was.
Volgende keer komen de relatie-plots aan bod, die helpen om inzichten te verwerven in relaties tussen proces- en outputparameters.
