




Dit is zonder twijfel mijn absoluut favoriete grafiek. Ik noem hem in mijn opleidingen dan ook steevast één van de ‘dynamite tools’: die tools die echt het verschil kunnen maken als het eropaan komt.
Ik ga deze keer geen tijd spenderen aan de éénvoudige toepassingen (time plots, run charts) van deze grafiek, maar onmiddellijk van start gaan met de ‘Control Chart’. Deze kan ook gekend zijn onder de namen SPC chart, regelkaart, …
De "Control Chart": "de" ideale tool voor kwaliteitsbewaking en -verbetering
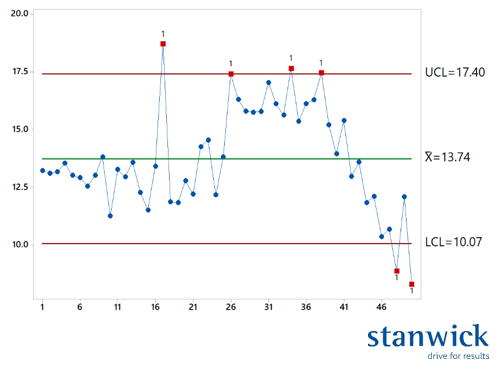
Het voorbeeld toont een beperkte dataset van 50 punten. Op de grafiek zijn 3 horizontale lijnen te zien. De middelste lijn is de gemiddelde waarde van deze 50 punten. De bovenste en onderste lijn zijn de zogenaamde controle limieten/grenzen. Opgelet! Controle limieten zijn grenzen die berekend worden op basis van de aanwezige data. Deze hebben dus niets te maken met specificaties! Ik heb dit voorbeeld vooral gemaakt om de lezer de 3 best bekende en meest voorkomende vormen van ‘special cause’ variatie te tonen:
- ‘Special cause’ type 1 : Outliers. Punten die buiten de contole limieten liggen. In dit geval zijn dat er 6. De goede observator zal echter maar 1 echte outlier weerhouden, zijnde de eerste in de buurt van het 16de punt. De andere 5 zijn hoogstwaarschijnlijk deel van een andere soort ‘special cause’ variatie.
- ‘Special cause’ type 2 : Shifts. Vanaf punt 26 ongeveer treedt een verschuiving op in het proces. De gemiddelde waar stijgt lokaal van ongeveer 13 naar ongeveer 16.
- ‘Special cause’ type 3 : Trends. Vanaf punt 40 ongeveer zet zit een neerwaartse trend in tot op het einde van de observaties.
Bedrijven die echt begaan zijn met de kwaliteit die ze afleveren aan de klant gebruiken deze grafiek dagdagelijks als een instrument om kwaliteit op te volgen. Ze gebruiken ook de verschillende types van ‘special cause’ variatie om die kwaliteit alsmaar te verbeteren. Het énige wat je nodig hebt om dit zelf ook te doen, is een getraind team met voldoende proceskennis. Zorg ervoor dat het team tijd krijgt om bij elke ‘special cause’ de echte grondoorzaak van het probleem te zoeken. Als je als bedrijf, na het vinden van die grondoorzaak, dan ook nog eens een structurele oplossing implementeert die ervoor zorgt dat deze grondoorzaak nooit meer voorkomt of enkel onder gecontroleerde omstandigheden, dan zal de kwaliteit van de geleverde producten alsmaar stijgen.
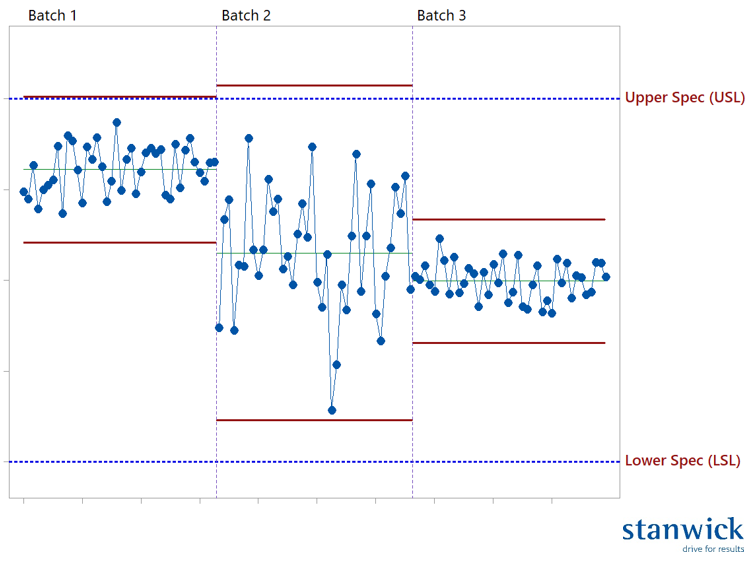
Je kan de “Control Chart” ook gebruiken als vergelijkingsinstrument. Hieronder zie je de vergelijking van 3 batches producten. Voor elke grafiek zijn de controle limieten berekend en daarnaast zijn ook de klantspecificaties aangebracht op de grafiek. Ik laat jou kiezen welke batch er met kop en schouders bovenuit steekt. Je kan voor de andere batches wel een advies geven m.b.t. procesaanpassingen om ervoor te zorgen dat dit probleem zich in de toekomst niet meer herhaalt.
Een recente anekdote: een groep trainees kwam zelf met het idee om de in-line testen van alle recente batches eens te visualiseren, allemaal op één grafiek en dus overlappend. Tijdens het proces is er volgens sommigen telkens een moment dat de meetfactor uit de band springt. De overlap-grafiek toonde feilloos dat dit bij elke batch op hetzelfde moment gebeurt. We hadden trouwens geluk dat de juiste mensen deelnamen aan deze training. De gezamenlijke kennis van deze mensen leidde direct tot een root-cause analyse en een overzicht van alle gevolgen van dit probleem en een advies voor de organisatie.
Volgende keer probeer ik de zogenaamde ‘process capabilities’ grafiek uit te leggen. Deze is voor velen de meest complexe van alle grafieken. Er bestaat jammer genoeg ook heel veel verwarring rond de gebruikte termen. Hopelijk kan ik het één en ander verduidelijken.
